УДК 691.322
Веселов А.В., Ванина Е.А.
Магнитогорский государственный технический университет им. Г.И. Носова
Желание иметь собственное благоустроенное жилье — заветная мечта многих людей, в особенности молодых, которым еще предстоит впереди долгая жизнь. Рассматривая различные возможные варианты жилья, большинство людей, как правило, отдают предпочтение собственному дому, построенному на просторном (не менее 1500 м2) земельном участке по индивидуальному проекту и имеющему подводку всех необходимых коммуникаций. Проживание в таком индивидуальном доме обеспечивает, по сравнению с проживанием в квартире многоэтажного дома, более полное развитие потенциала личности, раскрывает больше возможностей для реализации собственных интересов и позволяет в меньшей степени зависеть от окружающей среды.
При строительстве собственного дома будущему владельцу приходится одновременно решать много разных вопросов, в том числе связанных с поиском возможностей удешевления строительства, придания облику дома неповторимой индивидуальности, снижения трудоемкости выполнения работ и других. Зачастую эти проблемы оказываются взаимосвязанными. Так, например, выясняется, что строительство дома по индивидуальному проекту оказывается значительно дороже, чем по типовому, а обеспечить неповторимость фасадов дома, выполненного по типовому проекту, достаточно сложно даже при существующем многообразии предлагаемых сегодня торговлей отделочных материалов, что стоимость услуг по производству строительных работ частных строительных бригад и различных строительных организаций многократно превышает ваши финансовые возможности, резкое увеличение которых вам не грозит ни в ближайшей, ни в отдаленной перспективе. А вы уже присмотрели или приобрели земельный участок и в мечтах построили свое светлое будущее с любимым человеком в собственном доме. И что же теперь, нужно отказаться от своей мечты и светлого будущего?
Простой анализ сложившейся ситуации показывает, что решением вышеперечисленных вопросов могло бы стать самостоятельное строительство дома его будущим владельцем кустарным способом изготовленных стеновых материалов (цементобетонных блоков) по сборно-монолитной технологии возведения стенового ограждения. Не следует бояться термина «кустарный способ», поскольку он означает лишь то, что стеновые блоки будущий домовладелец также изготавливает самостоятельно в любом подходящем по площади и температурному режиму помещении в свободное от основной работы время. Современные стеновые материалы промышленного изготовления, чаще других используемые при строительстве индивидуальных жилых домов (цементобетонные блоки, шлакоблоки, кирпич) достаточно дороги, так как в их стоимость помимо стоимости необходимых для производства исходных компонентов (цемента, песка, шлака, глины и т.д.) закладывается еще много различных статей расходов предприятия, напрямую к изготовлению стеновых материалов не относящихся, а также прибыль. Другим существенным недостатком искусственных стеновых камней заводского изготовления является ограниченность художественных решений их фасадных лицевых поверхностей, как по фактуре, так и по цветовому оформлению. Как правило, нам предлагается сделать выбор между стеновыми камнями с гладкой лицевой поверхностью, камнями, лицевая поверхность которых состоит из чередующихся вертикальных выступов и углублений, либо камнями с неровной лицевой поверхностью, стилизованной под природный камень. Цветовая гамма данных изделий обычно представлена серым и красно-коричневым вариантами. Это убожество объясняется особенностями технологического процесса промышленного изготовления и термообработки искусственных стеновых камней, который предполагает выполнение в сжатые сроки большого количества изделий. Как показывает практика, наибольшей производительностью изготовления искусственных камней отличаются заводские установки полусухого вибропрессования, например, Златоустовского предприятия «Стройтехника» (Рифей-04, Рифей-Универсал). В таких установках при изготовлении бетонных или шлакобетонных блоков порция полусухой цементно-песчаной или цементно-шлаковой смеси уплотняется в опалубочных формах, имеющих возможность вертикального перемещения относительно отформованного изделия. Этим перемещением и выполняются либо гладкие, либо имеющие вертикальные выступы и углубления лицевые поверхности камней и выполнение тех же выступов в других направлениях технологически неосуществимо. А ограниченность цветового оформления изделий объясняется тем, что многие пигменты-красители при взаимодействии с цементом и водой вступают в реакцию и утрачивают свой цвет. Обесцвечивание большинства органических пигментов также происходит при нагреве изделий во влажной среде в процессе их термо-влажностной обработки. Поэтому выпускаемые стеновые камни, имеющие серый цвет, вообще не содержат в своем составе пигментов-красителей, их цвет определен цветом вяжущего (цемента), а камни красно-коричневого цвета получают добавлением пигмента Fe2O3 (оксид железа), который не реагирует на термообработку изделий.
В отличие от промышленного (заводского) способа изготовления стеновых камней кустарный способ изготовления позволяет выполнять стеновые камни требуемых размеров и форм с любой фактурой и окраской их лицевой поверхности. Это достигается использованием для производства камней опалубочных форм индивидуального изготовления. В такой форме возможно выполнение одновременно нескольких стеновых камней (их количество определяется размерами камней, общим весом и габаритами формы). С большими и тяжелыми, рассчитанными на изготовление большого количества изделий опалубочными формами работать неудобно (их тяжело поднимать и перемещать, в помещении они занимают много места). При использовании формы для изготовления 1-2 камней затянутся сроки изготовления необходимого их количества, потребуется одновременное использование большого парка форм. Практика показывает, что при изготовлении стековых камней с размерами 0,39*0,19*0,09 м удобнее изготовить опалубочную форму, рассчитанную на одновременную заливку 4-х изделий. Перед началом изготовления опалубочной формы следует продумать схему расположения изготавливаемых в ней камней с тем, чтобы общие габариты формы были минимальными. При этом следует предусмотреть, чтобы лицевые поверхности изготавливаемых в форме камней имели либо горизонтальное нижнее, либо боковое расположение.
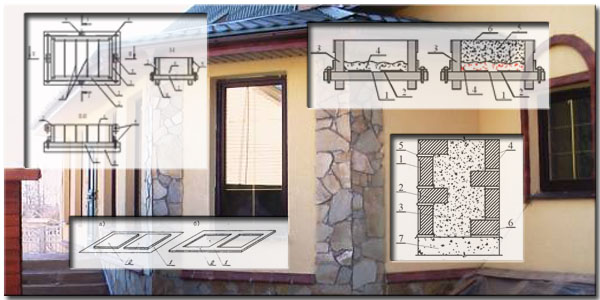
При устройстве наружных стен дома по сборно-монолитной технологии (рис. 1), представляющей собой слегка видоизмененную облегченную кирпично-бетонную кладку Н.С.Попова, последовательно выполняются наружная и внутренняя версты из, соответственно, лицевых фасадных и рядовых камней; уложенных в один или два ряда по высоте, а затем образовавшаяся между ними полость заполняется жидкой легкобетонной смесью. После набора смесью прочности, достаточной для продолжения выполнения работ, весь цикл повторяется. Для выполнения наружной версты необходимо иметь лицевые фасадные камни двух основных и двух доборных (для перевязки швов) типов, для кладки внутренней версты достаточно иметь рядовые камни одного типа (основные и доборные).
Такой способ устройства стенового ограждения позволяет в максимальной степени учесть функциональное назначение каждого из его слоев и использовать соответствующие материалы и технологии для их изготовления. Так, функциями лицевого слоя стенового ограждения являются:
- придание народного неповторимого облика фасадам здания;
- защита от атмосферных воздействий последующих слоев ограждения;
- выполнение роли несъемной опалубки при устройстве внутреннего монолитного теплоизоляционного слоя. Толщина стеновых камней для этого слоя ограждения назначается с учетом высоты (глубины) рельефного рисунка на их лицевой поверхности и требований обеспечения устойчивости в заданном положении при выполнении наружной версты. Обычно для соблюдения этих условий достаточно толщины камней 90 мм.

Функциональным назначением монолитного слоя, заполняющего полость между наружной и внутренней верстами, является объединение отдельных слоев стенового ограждения в цельную, совместно воспринимающую нагрузки многослойную конструкцию, а также выполнение функции эффективного теплоизолятора, позволяющего поддерживать требуемый тепловой режим в помещениях здания.
И, наконец, слой стенового ограждения, образующийся при кладке внутренней версты, предназначен для восприятия и перераспределения на всю стену нагрузки от веса опирающихся на него перекрытий и покрытия, а также дополнительно играет роль несъемной опалубки при устройстве внутреннего монолитного теплоизоляционного слоя.
Зная функциональное назначение каждого из всех слоев стенового ограждения, легко сформулировать требования к свойствам материалов для их изготовления. Для камней наружной версты стенового ограждения материалы должны иметь высокую морозостойкость, прочность, возможность придания выполненным из них изделиям любого цвета. Материал для заполнения полости стенового ограждения должен иметь хорошую адгезию с материалом камней наружной и внутренней верст, обладать необходимой прочностью и теплоизолирующими свойствами, которые не должны утрачиваться при его увлажнении содержащимися в воздухе водяными парами. А к материалам рядовых камней для внутренней версты предъявляется в основном требование обладания высокой прочностью.
Все вышеперечисленные требования к свойствам материалов отдельных слоев стенового ограждения могут быть легко достигнуты при выполнении данных конструктивных элементов из универсального материала — цементобетона. Используя различные составы бетонов, марки и виды цементного вяжущего, инертные заполнители и добавки к бетонам, можно в широком диапазоне варьировать свойствами получаемых материалов. Проведя последующее сравнение стоимостных затрат на изготовление образцов стеновых материалов с заданными свойствами при использовании различных исходных компонентов, можно для каждого слоя стенового ограждения подобрать составы, оптимальные как по конструктивным, так и по стоимостным показателям. При подборе составов цементобетонов предпочтение следует отдавать тем составам, в которых в максимальной степени возможно использование местных дешевых и легкодоступных компонентов, а также безопасных в экологическом отношении отходов промышленности.
Определившись с составами цементобетонов можно переходить к изготовлению опалубочных форм. Опалубочная форма для формования рядовых стеновых камней представляет собой сборно-разборную конструкцию, состоящую из днища, боковых продольных и поперечных ограждений, перегородок и крепежа (рис. 2). При изготовлении опалубочных форм может быть использована 5-8 слойная фанера с ламинированной поверхностью, листовой текстолит, органическое стекло и любые другие листовые водоустойчивые материалы, имеющие ровную гладкую поверхность, высокие прочностные характеристики, но при этом допускающие их обработку (резку, сверление и т.п.) ручным инструментом в домашних условиях.

Лицевые поверхности рядовых стеновых камней, образующие внутренние плоскости стен здания, должны быть гладкими и ровными. При формовании таких камней это условие выполняется как при боковом, так и при нижнем горизонтальном расположении их лицевых поверхностей в опалубочной форме. Но при боковом поперечном расположении лицевых поверхностей камней достигается максимальная компактность габаритов опалубочных форм, что позволяет изготавливать и использовать небольшие по размерам формы для одновременного формования значительного количества изделий.
Лицевые поверхности фасадных стеновых камней могут иметь как выпуклый, так и вогнутый рельефный рисунок. Для образования такого рисунка на горизонтальной плоскости днища опалубочной формы с помощью шурупов или эффективного клея закрепляется выполненный из листового водоустойчивого материала (резины, текстолита и др.) штамп рисунка, которому можно придать любую требуемую форму (рис. 3). В процессе формования жидкая подвижная бетонная смесь заполняет опалубочную форму и на лицевой поверхности стенового камня образуется рельефное зеркальное отражение штампа. Замена штампов дает возможность в одной и той же опалубочной форме изготавливать фасадные стеновые камни с различными рисунками на лицевых поверхностях.

Количество опалубочных форм, необходимое для ежедневного производства стеновых камней, каждый индивидуальный производитель определяет исходя из своих конкретных условий и возможностей. Если ежедневный лимит свободного времени, выделяемого для изготовления камней не превышает 1,5-2 часов, а рабочие площади помещения 3-4 м2 , то достаточно иметь в работе 2-3 опалубочные формы для одновременного формования 4-5 камней в каждой. Дефицит рабочих площадей легко преодолевается использованием 2-3 ярусных стеллажей, что позволяет эффективно организовать рабочий процесс изготовления, а также хранение отформованных ранее камней (блоков) в нормальных температурно-влажностных условиях для набора ими требуемой прочности.
Процесс изготовления рядовых стеновых камней состоит из следующих рабочих операций:
- влажной очистки от раствора и пыли опалубочных форм, смазки их внутренних поверхностей;
- приготовления в отдельной емкости цементобетонной или шлакобетонной смеси;
- заполнения опалубочных форм жидкой цементобетонной (шлакобетонной) смесью с одновременным ее уплотнением штыкованием или, при наличии вибростола, виброуплотнением;
- заглаживанием поверхности уложенной в опалубочные формы цементобетонной смеси.
В течение 1-2 суток цементобетонная смесь выдерживается в опалубочных формах. При температуре воздуха в помещении от 18°С и выше этого срока бывает вполне достаточно, чтобы отформованные изделия набрали прочность, необходимую для распалубливания опалубочной формы и их без дефектного извлечения. Затем свежеотформованные изделия помещают в емкость для набора прочности, где они засыпаются влажными древесными опилками и выдерживаются в течение 7 суток, а потом извлекаются и складируются в штабеля на поддонах.
Процесс изготовления цветных фасадных стеновых камней отличается от аналогичного процесса по изготовлению рядовых камней тем, что одновременно в двух разных емкостях приготавливается обычная и цветная цементобетонные смеси. В составе цветной цементобетонной смеси в качестве вяжущего используется белый цемент, а также различные пигменты-красители. Варьируя количеством вводимых пигментов можно получать любые требуемые цвета и оттенки приготавливаемой цементобетонной смеси.
При формовании фасадных стеновых камней укладка цементобетонной смеси в подготовленную опалубочную форму осуществляется в два приема. Сначала форма на 1/3 высоты заполняется жидкой цветной цементобетонной смесью (рис. 4), которая, растекаясь по днищу формы с закрепленными штампами, формирует рельефное изображение лицевых поверхностей стеновых камней. Затем, после тщательного уплотнения цветной смеси, опалубочная форма заполняется полностью до верха обычной цементобетонной смесью, которая также тщательно уплотняется и заглаживается вровень с краями боковых ограждений.
Практика производства фасадных стеновых камней в опалубочных формах индивидуального изготовления показала, что для качественного формования их рельефных лицевых поверхностей в составе цветной цементобетонной смеси не должно быть инертных заполнителей крупных фракций. Наилучшее качество поверхностей и их цветовое насыщение достигались при применении в качестве инертных заполнителей кварцевого или известково-доломитового песков фракции 0-5. В то же время, в составе обычной цементобетонной смеси желательно присутствие в заданных пропорциях каменного щебня или гравия фракций 5-10 и 10-20 для повышения прочностных характеристик изделий и снижения расхода цементного вяжущего.

Временной промежуток между укладкой в опалубочные формы цветной и обычной цементобетонной смеси не должен превышать времени от момента затворения до начала схватывания смеси. Соблюдение этого условия гарантирует качественное взаимодействие между собой декоративного цветного и обычного слоев в формуемом изделии. Использование при формовании стеновых камней цветной цементобетонной смеси лишь для выполнения лицевых поверхностей, а не всего изделия, позволяет существенно снизить расход белого цемента, пигментов-красителей и общую сметную стоимость строительства дома.
В заключение, подводя итог всему вышесказанному, отмечаем, что самостоятельное строительство дома из стеновых камней индивидуального изготовления позволяет:
- значительно снизить стоимость стеновых ограждений и строительных работ по их возведению за счет рационального использования строительных материалов, отсутствия неоправданных финансовых затрат, отказа от использования дорогостоящего кранового оборудования и наемной рабочей силы;
- придать неповторимый индивидуальный внешний облик дому, даже возведенному по типовому проекту;
- ускорить сроки постройки дома за счет совмещения в одном процессе работ по возведению наружных стен и отделке их фасадов.